Przeszukaj forum
Pokazywanie wyników dla tagów 'mechanika'.
Znaleziono 4 wyniki
-
 Przychodzę z pewnym problemem z którym borykam się już od jakiegoś czasu, związanym z mobilnym robotem. Ma to być robot wyposażony w wiele czujników, w tym: 4 czujniki odległości HC-SR04P, listwa z czujnikami odbiciowymi QTR-8A, IMU ICM-20948, 4 przyciski ("ala czujniki dotyku"), LIDAR, kamera, enkodery kwadraturowe. Do odbierania danych z czujników oraz do sterowania silnikami chcę wykorzystać Arduino Mega lub giga r1(niby jest szybyszy ale nie wykorzystuje się jego potencjału jak ię tworzy kod na arduino ide). Dane z Arduino będą przekazywane poprzez kabel usb do Raspberry Pi 4, na którym będzie ROS, oraz do którego podłączone będą LIDAR i kamera. Mam problem głównie z doborem silników do tego robota z powodu konieczności wyposażenia każdego silnika w enkoder. Wszystkie silniki, na jakie natrafiłem, były wyposażone w enkodery inkrementalne (co wymaga 2 pinów do obsługi jednego enkodera). Z tego, co sprawdziłem, aby obsłużyć enkodery, potrzebne są przerwania a arduino potrzebuję czasu aby wszystkie obsłużyć. Poniżej znajduje się kod, który napisałem, aby pomóc sobie przy doborze silników . Orientacyjna masa robota będzie wynosić około 6 kg(dla 4 kół), a koła, które chcę wykorzystać, mają średnicę 10 cm. Ilość kół wpłynie na moment potrzebny do silnika oraz ilość enkoderów. Ma być to robot autonomiczny a więc jeśli zastosuję 4 silniki, zamierzam użyć kół mecanum; jeśli 2, to zwykłe koła i jedno z przodu swobodne; jeśli 3, to koła omnikierunkowe. Dla 4 zwykłych kół nie znalazłem macierzy. #include <stdio.h> int main() { // Deklaracja zmiennych double V, M, N, X=1.5 /* odwrotnosc sprawnosci */, D, g=9.81, u=0.9 /* wspolczynik tarcia */, a=1 /* przyspieszenie liniowe */, t, O; // Wprowadzanie wartości zmiennych printf("Podaj wartość M: "); // masa scanf("%lf", &M); printf("Podaj wartość N: "); // Ilosc kol scanf("%lf", &N); printf("Podaj wartość D :"); // Srednica kola scanf("%lf", &D); printf("Podaj wartość V: "); // Predkosc liniowa scanf("%lf", &V); // Obliczenia zgodnie z podanymi wzorami t = (X * (((u * M * g) + (M * a)) * D) / (2*N)) * 10.19716; // Wymagany moment(z przelicznkiem z Nm na kgfcm) O = X*(2 * V / D) * 9.5493; // Predkosc obrotowa(z przelicznikiem z rad/s na rpm) // Wyświetlenie wyników printf("Wartość t wynosi: %lf\n", t); printf("Wartość O wynosi: %lf\n", O); return 0; } W kodzie nie uwzględniłem kąta równi pochyłej bo robot ma się poruszać po płaskiej powierzchni.Mam także wątpliwości co do współczynnika tarcia, - czy mam wziąć pod uwagę tarcie toczene, czy statyczne.Jeżeli macie także jakieś porady do innych rzeczy związanych z tym robotem będe wdzięczny za podpowiedź i pomoc.
Przychodzę z pewnym problemem z którym borykam się już od jakiegoś czasu, związanym z mobilnym robotem. Ma to być robot wyposażony w wiele czujników, w tym: 4 czujniki odległości HC-SR04P, listwa z czujnikami odbiciowymi QTR-8A, IMU ICM-20948, 4 przyciski ("ala czujniki dotyku"), LIDAR, kamera, enkodery kwadraturowe. Do odbierania danych z czujników oraz do sterowania silnikami chcę wykorzystać Arduino Mega lub giga r1(niby jest szybyszy ale nie wykorzystuje się jego potencjału jak ię tworzy kod na arduino ide). Dane z Arduino będą przekazywane poprzez kabel usb do Raspberry Pi 4, na którym będzie ROS, oraz do którego podłączone będą LIDAR i kamera. Mam problem głównie z doborem silników do tego robota z powodu konieczności wyposażenia każdego silnika w enkoder. Wszystkie silniki, na jakie natrafiłem, były wyposażone w enkodery inkrementalne (co wymaga 2 pinów do obsługi jednego enkodera). Z tego, co sprawdziłem, aby obsłużyć enkodery, potrzebne są przerwania a arduino potrzebuję czasu aby wszystkie obsłużyć. Poniżej znajduje się kod, który napisałem, aby pomóc sobie przy doborze silników . Orientacyjna masa robota będzie wynosić około 6 kg(dla 4 kół), a koła, które chcę wykorzystać, mają średnicę 10 cm. Ilość kół wpłynie na moment potrzebny do silnika oraz ilość enkoderów. Ma być to robot autonomiczny a więc jeśli zastosuję 4 silniki, zamierzam użyć kół mecanum; jeśli 2, to zwykłe koła i jedno z przodu swobodne; jeśli 3, to koła omnikierunkowe. Dla 4 zwykłych kół nie znalazłem macierzy. #include <stdio.h> int main() { // Deklaracja zmiennych double V, M, N, X=1.5 /* odwrotnosc sprawnosci */, D, g=9.81, u=0.9 /* wspolczynik tarcia */, a=1 /* przyspieszenie liniowe */, t, O; // Wprowadzanie wartości zmiennych printf("Podaj wartość M: "); // masa scanf("%lf", &M); printf("Podaj wartość N: "); // Ilosc kol scanf("%lf", &N); printf("Podaj wartość D :"); // Srednica kola scanf("%lf", &D); printf("Podaj wartość V: "); // Predkosc liniowa scanf("%lf", &V); // Obliczenia zgodnie z podanymi wzorami t = (X * (((u * M * g) + (M * a)) * D) / (2*N)) * 10.19716; // Wymagany moment(z przelicznkiem z Nm na kgfcm) O = X*(2 * V / D) * 9.5493; // Predkosc obrotowa(z przelicznikiem z rad/s na rpm) // Wyświetlenie wyników printf("Wartość t wynosi: %lf\n", t); printf("Wartość O wynosi: %lf\n", O); return 0; } W kodzie nie uwzględniłem kąta równi pochyłej bo robot ma się poruszać po płaskiej powierzchni.Mam także wątpliwości co do współczynnika tarcia, - czy mam wziąć pod uwagę tarcie toczene, czy statyczne.Jeżeli macie także jakieś porady do innych rzeczy związanych z tym robotem będe wdzięczny za podpowiedź i pomoc. -
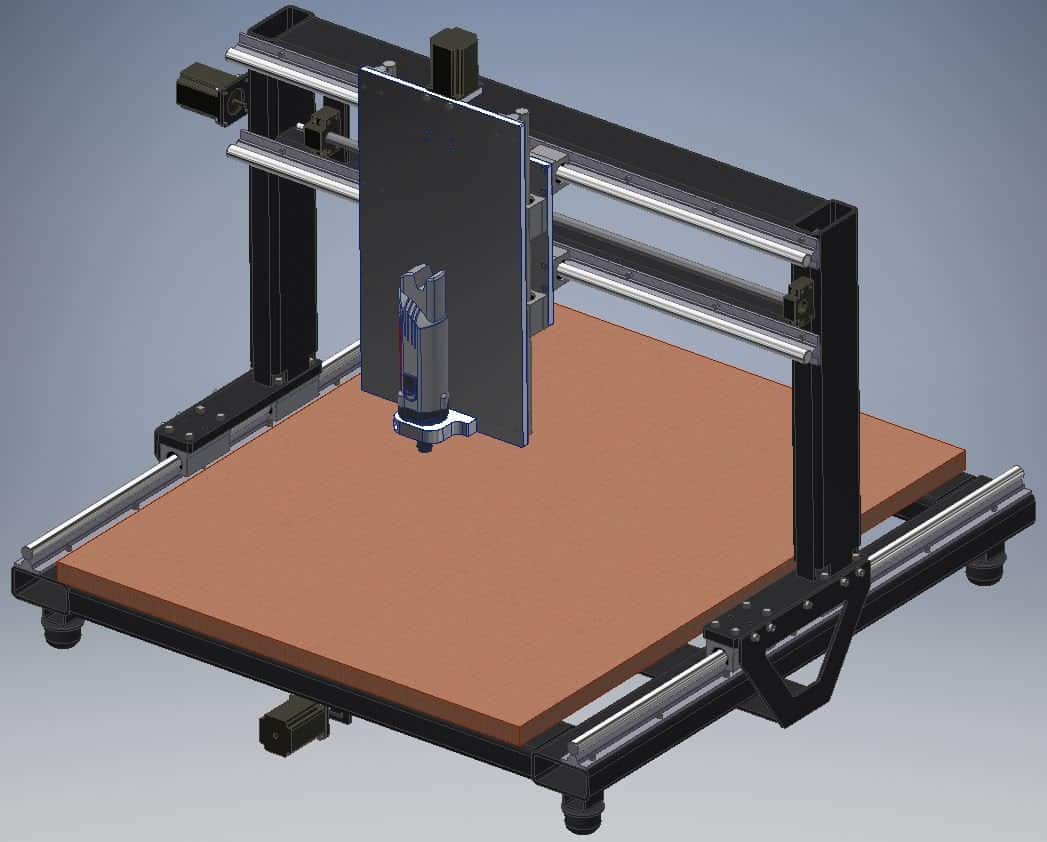
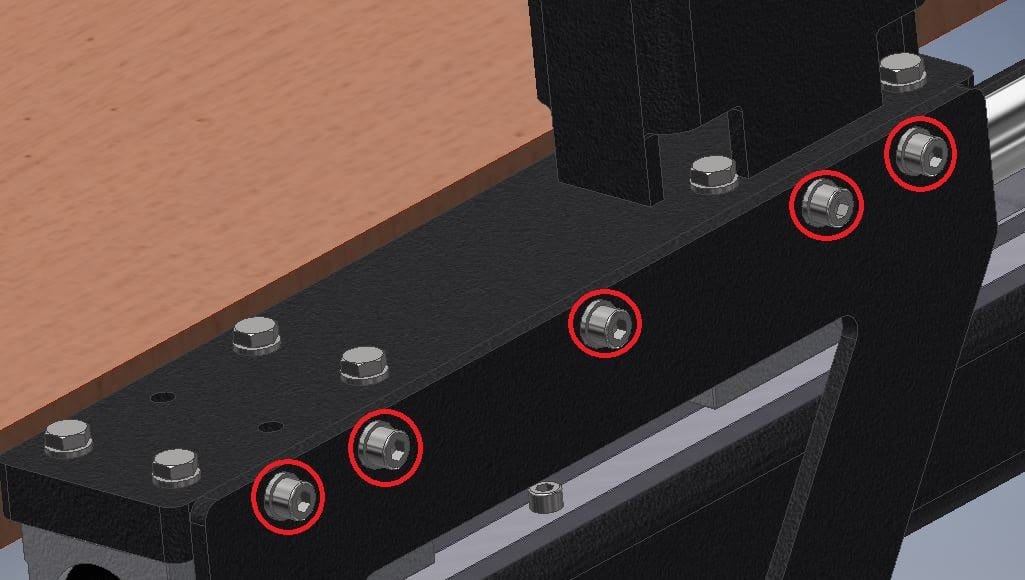
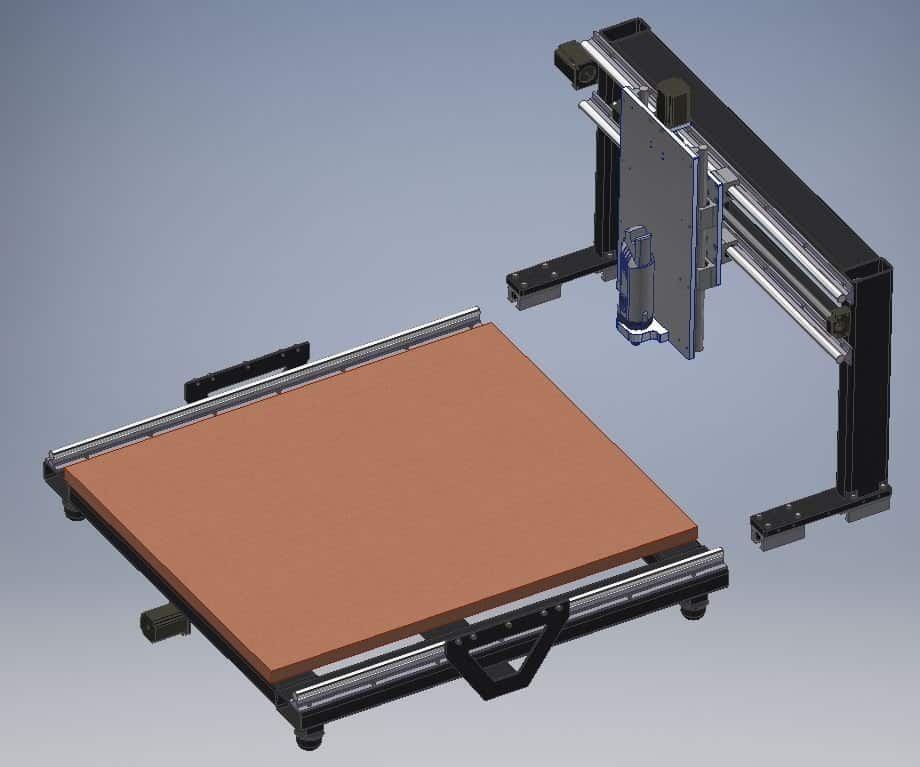
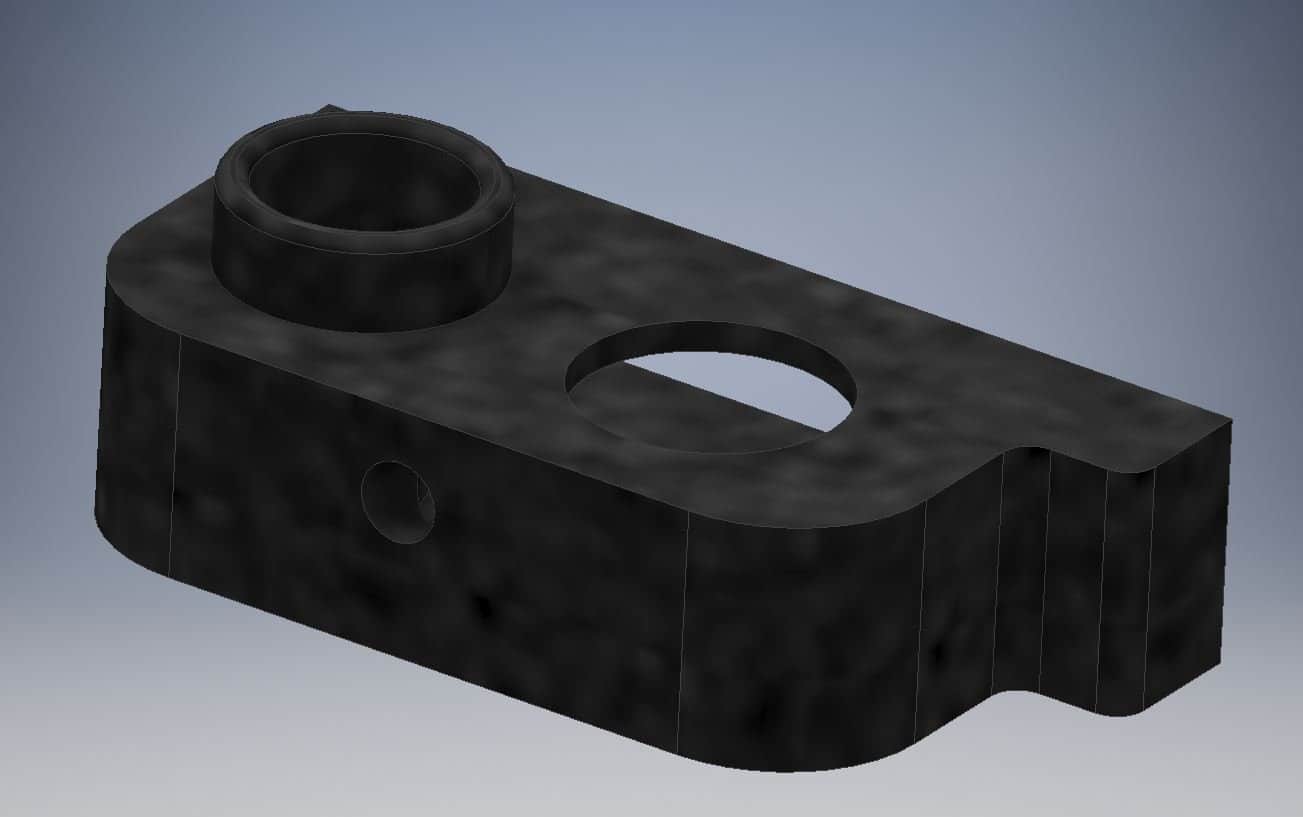
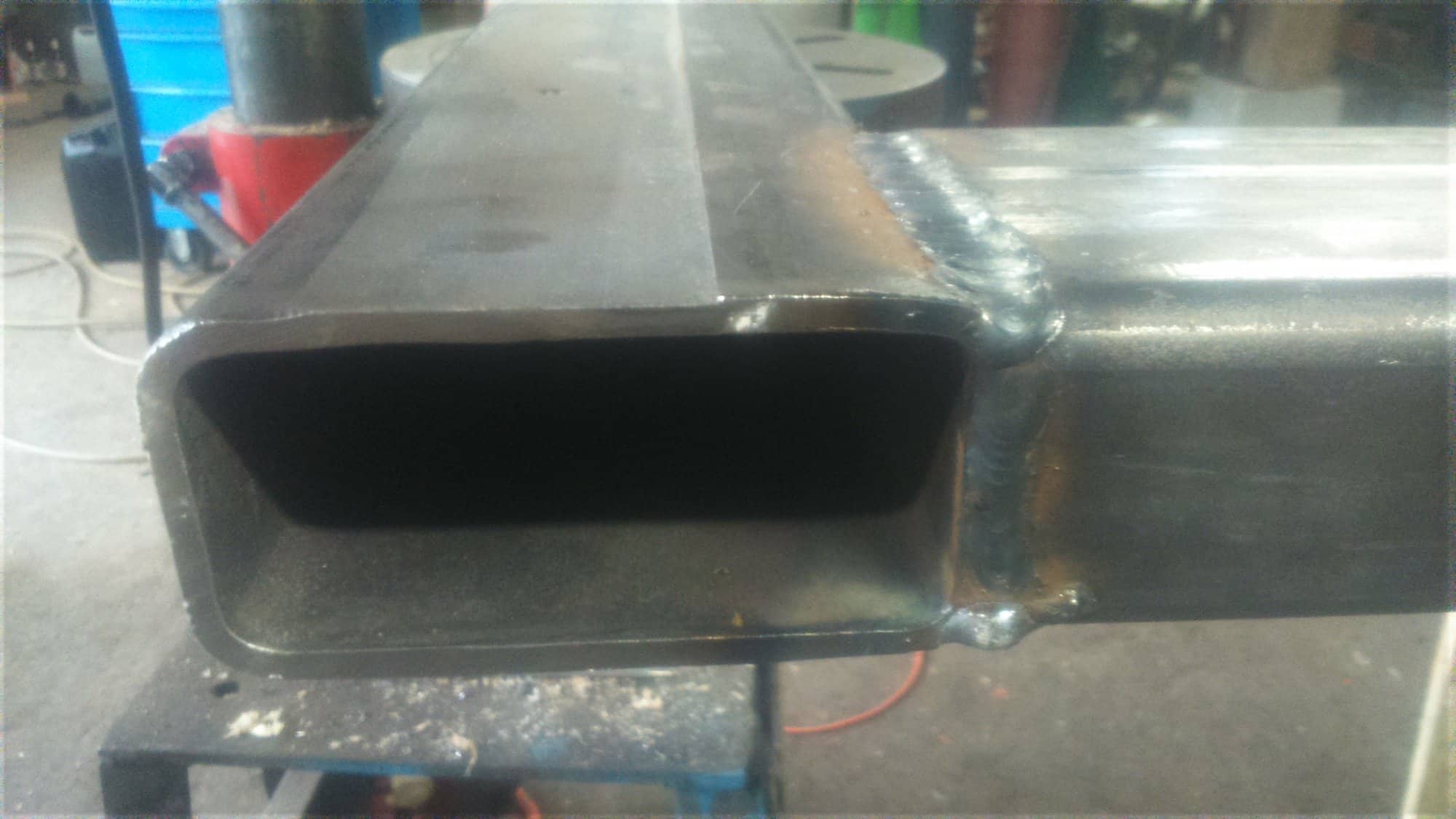
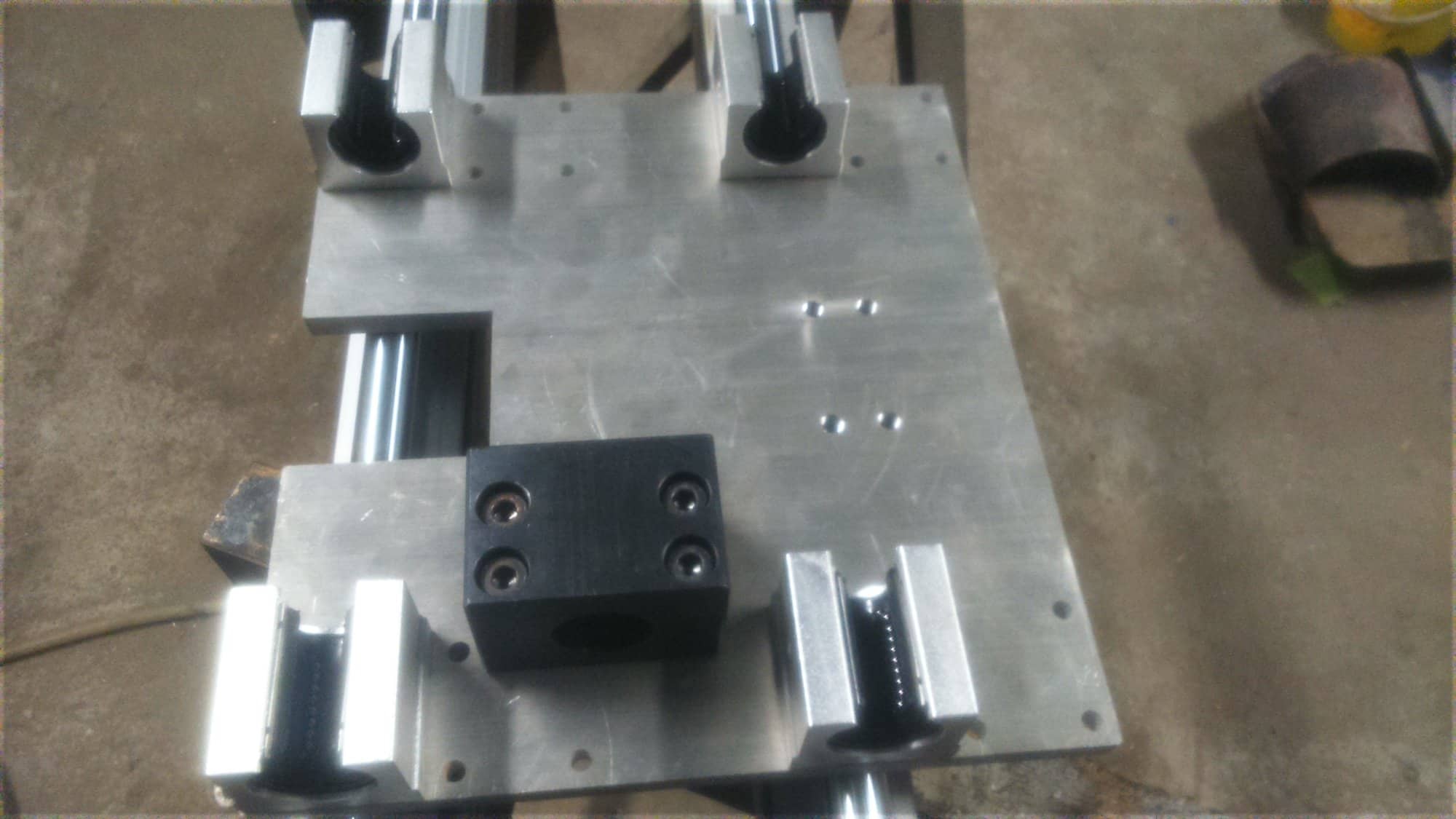
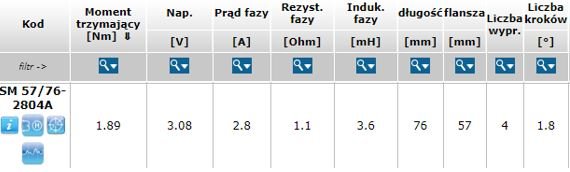
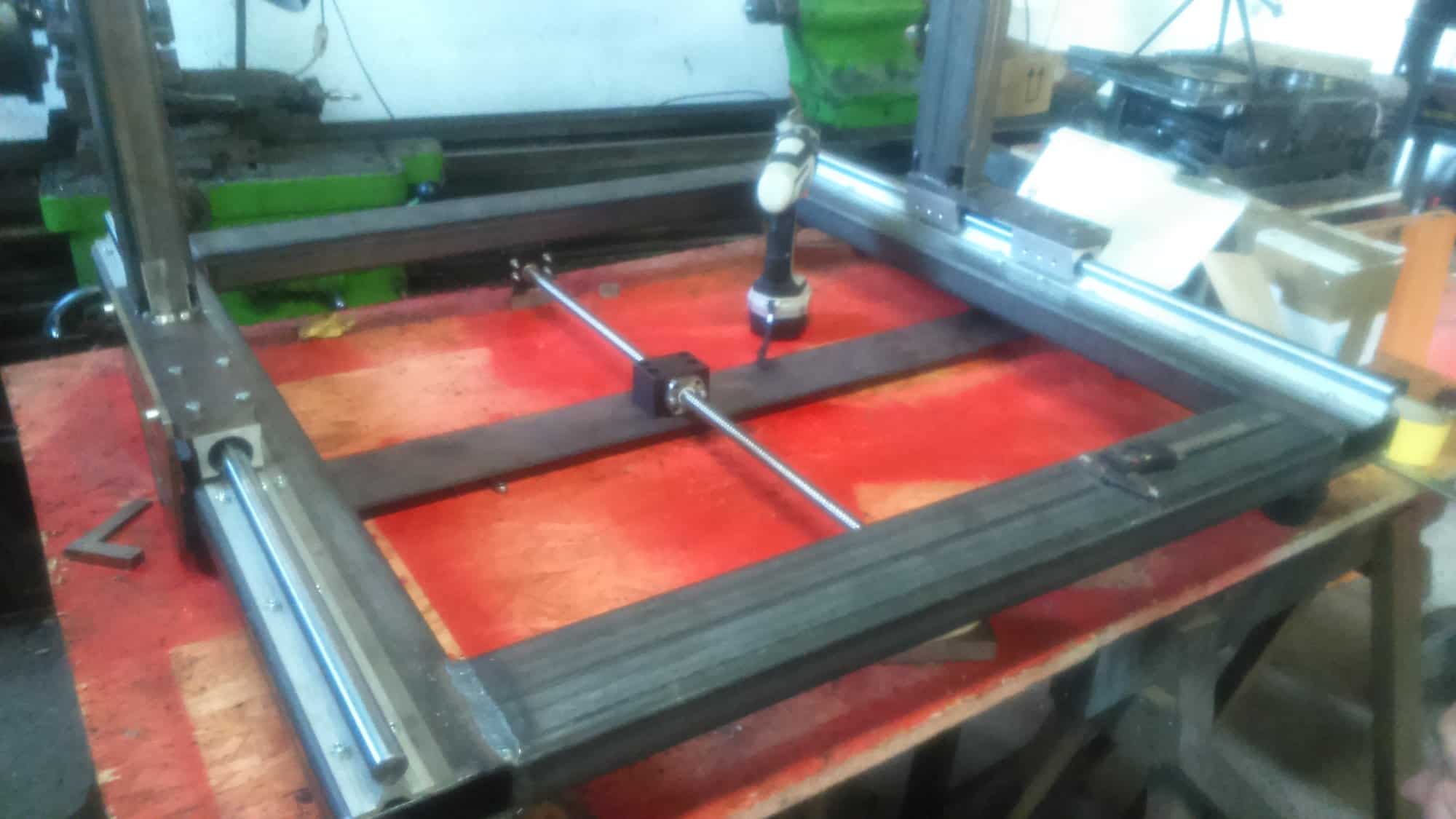
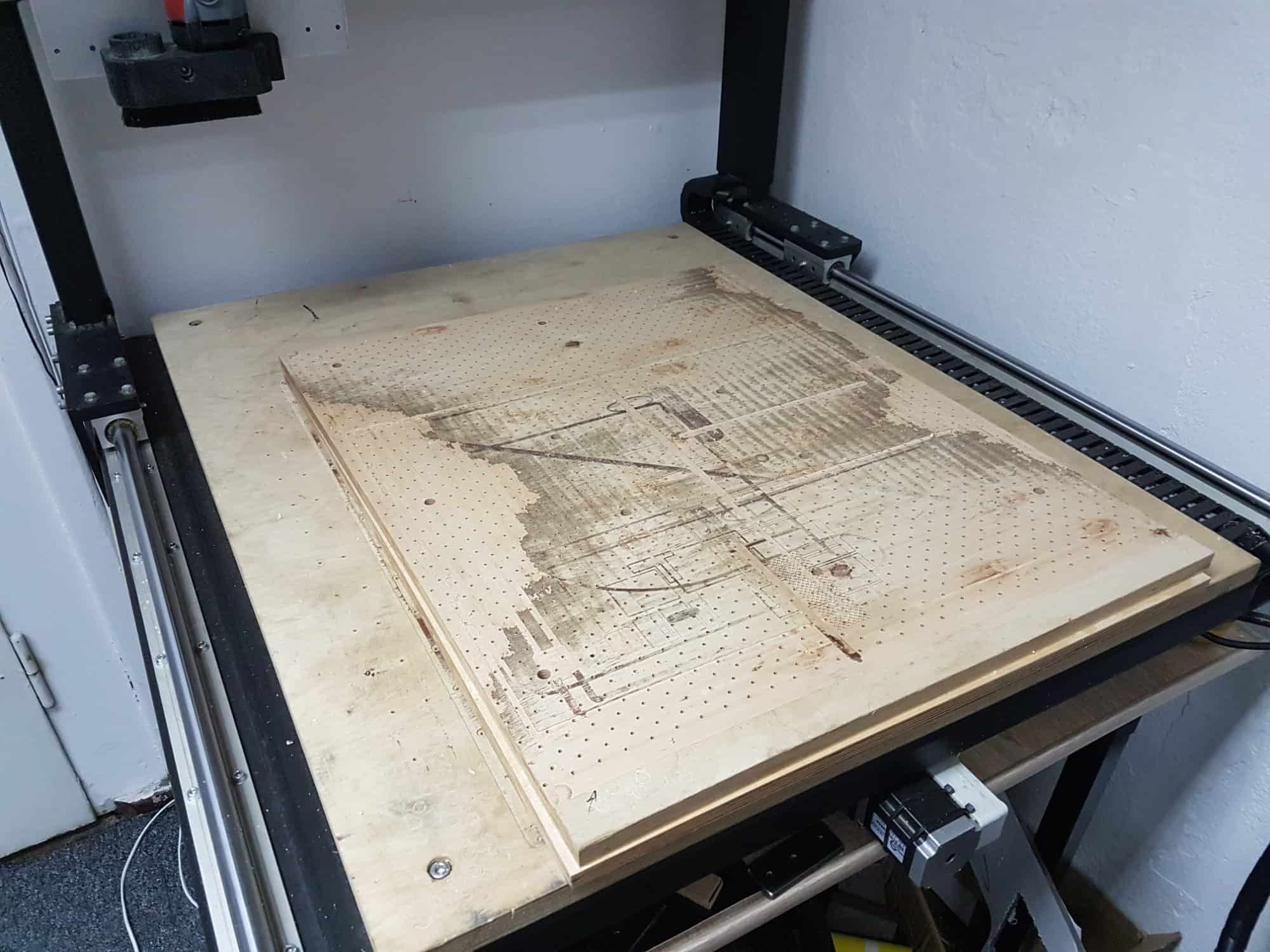
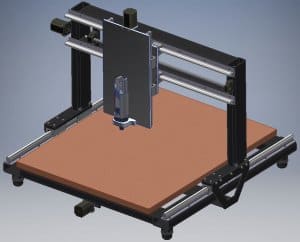
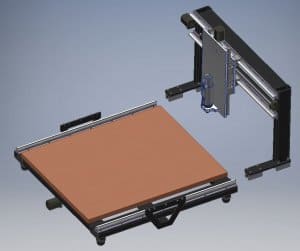
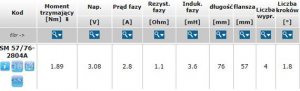
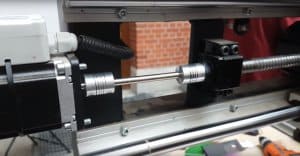
 Ten artykuł jest częścią serii "Budowa frezarki CNC na stalowej ramie sterowanej z komputera PC" #1 - Mechanika #2 - Sterowanie i uruchomienie Wstęp Link do drugiej części na końcu tego artykułu. W niniejszym artykule chciałbym opisać proces budowy frezarki CNC, którą zbudowałem kilka lat temu jeszcze podczas studiów. Zdecydowałem się na budowę takiej maszyny ze względu na częstą potrzebę wytworzenia jakichś części lub na precyzyjne wycinanie otworów w obudowach do czego nie mam cierpliwości, a te parę lat temu druk 3D dopiero się rozkręcał i jakość ówczesnych drukarek mnie nie satysfakcjonowała. Ponadto budowa frezarki była swojego rodzaju sprawdzeniem własnych umiejętności jak i wyobraźni. Między innymi umiejąc już wtedy projektować w Autodesk Inventor umyślnie ograniczyłem projektowanie do pojedynczych części, chcąc się sprawdzić na ile jestem w stanie poukładać sobie projekt w głowie nie wspomagając się niczym więcej. Po zakończeniu budowy oczywiście znalazłoby się coś do poprawy natomiast efekt końcowy i tak przerósł moje oczekiwania oraz cieszył się dużym uznaniem innych osób. Podczas budowy wykonywałem na bieżąco kosztorysy, zapisywałem linki do części oraz zapisałem sobie wszystkie potrzebne rzeczy dzięki czemu mogłem wykorzystać ten projekt do napisania pracy inżynierskiej. Na potrzeby pracy inżynierskiej wykonałem projekt 3D zbudowanej już frezarki. Niniejszy artykuł nie stanowi kompletnej instrukcji budowy frezarki od podstaw natomiast ma na celu przedstawić jak ten proces budowy wyglądał, dlatego w tym artykule mogę częściej korzystać z czasu przeszłego pierwszej osoby w liczbie pojedynczej. Ten artykuł bierze udział w naszym konkursie! 🔥 Na zwycięzców czekają karty podarunkowe Allegro, m.in.: 2000 zł, 1000 zł i 500 zł. Potrafisz napisać podobny poradnik? Opublikuj go na forum i zgłoś się do konkursu! Czekamy na ciekawe teksty związane z elektroniką i programowaniem. Sprawdź szczegóły » Początkowo artykuł ten miałem napisać w jednej części, natomiast wyszedł obszerniejszy niż sądziłem i wyszło mi tutaj więcej zdjęć, a boję się że zaraz może się wyczerpać limit miejsca na zdjęcia zatem artkuł został podzielony na 2 części - mechaniczną oraz elektroniczną z konfiguracją Mach3 oraz przygotowaniem frezowania na tej maszynie. Wstępne założenia Pierwszym i najważniejszym założeniem były gabaryty całej maszyny. Początkowo miała ona dysponować polem roboczym ok. 300x300x150 mm kolejno w osiach X, Y, Z. Jednak po wstępnym kosztorysie okazało się iż najkosztowniejsze podzespoły takie jak nakrętki śrub kulowych, czy łożyska liniowe wystąpią w takiej samej ilości również w maszynie o większych gabarytach, a materiał potrzebny do budowy ramy, bramy i innych elementów konstrukcyjnych jest na tyle tani, że można sobie pozwolić na budowę większej maszyny nie zwiększając znacząco budżetu. Zatem nowe założenie obejmowało wymiary zewnętrzne maszyny w przybliżeniu 1000x1000x1000 mm oraz możliwie jak największe pole robocze kształtem zbliżone do kwadratu. Wiele konstrukcji ma pole robocze o proporcjach boków zbliżonych do 2:1 co często ogranicza rozmiar możliwego do zamontowania na maszynie materiału. Planując budowę takiej maszyny zawsze powinniśmy zaczynać od takiego wstępnego kosztorysu ponieważ jak widać założenia mogą się szybko zmienić. Pozostałe założenia Możliwość obróbki materiałów takich jak drewno, materiały drewnopodobne, tworzywa sztuczne, kompozyty i metale kolorowe 3 stopnie swobody Możliwie maksymalnie duże pole robocze przy danych wymiarach zewnętrznych Solidna konstrukcja oparta o profile stalowe Możliwość prostej separacji bramy od podstawy maszyny w celu łatwiejszego transportu Sterowanie z komputera klasy PC Zachowanie estetyki konstrukcji Kartezjański układ współrzędnych Wybór sposobu poruszania się w osi Y Do wyboru mamy dwie opcje: Ruchomy stół i statyczna brama Statyczny stół i ruchoma brama W moim przypadku wybór padł rozwiązanie ze statycznym stołem i ruchomą bramą ze względu na mniejszą wymaganą przestrzeń gdzie stoi maszyna, ponieważ stół ruszając się wychodzi poza obrys ramy podobnie jak w drukarkach 3D z takim rozwiązaniem. Dużą zaletą tego rozwiązania jest również nie wpływanie masy materiału na bezwładność podczas pracy w osi Y, co ma miejsce przy pierwszym sposobie. Ostatnią zaletą statycznego stołu jest możliwość zamontowania materiału znacząco wychodzącego poza obrys maszyny w osi Y i podparcia go w razie potrzeby. Przed przystąpieniem do projektowania własnej konstrukcji CNC pamiętajmy aby się dobrze zastanowić nad różnymi rozwiązaniami oraz wybrać najbardziej odpowiadające dla naszych potrzeb. Projekt 3D w Autodesk Inventor Jak wspomniałem we wstępie podczas budowy frezarki nie wspierałem się zanadto projektowaniem w Inventorze, ale sama praca inżynierska tego projektu już wymagała, zatem projekt 3D został wykonany post factum. Do zaprojektowania maszyny posłużył program Autodesk Inventor, który umożliwia zaprojektowanie pojedynczych części, ich zespołów, eksport rysunków potrzebnych do wykonania części na maszynach CNC, a ponadto umożliwia sprawdzenie kolizji oraz przeprowadzenie symulacji wytrzymałościowych. Model zawiera zarówno elementy dostępne na rynku jak i elementy potrzebne do wykonania. Części dostępne na rynku były modelowane symbolicznie zachowując tylko wymiary kluczowe dla konstrukcji i były nazywane słownie. Natomiast części wymagające wykonania były numerowane według schematu AAA-BBB, gdzie „AAA” jest numerem zespołu do którego należy część, a „BBB” jest numerem części danego zespołu. Przy czym plik 000-000 jest plikiem głównym zespołu i w jego skład wchodzą dwa zespoły (rama i brama) oraz śruby i podkładki je łączące. W przypadku pracy z większymi projektami zawierającymi więcej niż kilkanaście elementów pamiętajmy aby ustandaryzować nazewnictwo/numerację kolejnych modeli, ponieważ na słowne nazywanie każdej części szybko skończy się nam wyobraźnia, a nazwy typu "ercvevrtwh" szybko się na nas zemszczą bałaganem w plikach. Projekt nie zawiera wszystkich elementów maszyny ze względu na dużą ilość czasu ile wymagają te elementy do zamodelowania. Brakuje między innymi przewodów łączących wrzeciono, silniki i czujniki ze sterownikiem jak i łańcuchów prowadzących, mimo to model pozwolił dobrze dobrać odpowiednie łańcuchy prowadzące i zaplanować miejsca prowadzenia przewodów. Pamiętajmy aby podczas projektowania przewidzieć sposób ułożenia wszystkich przewodów, ponieważ nasz projekt nawet najlepszej konstrukcji z pajęczyną wiszących kabli będzie zwyczajnie nieestetyczny. Może to i trywialne, natomiast bardzo dużo osób o tym zapomina. Projektując tak dużą maszynę powinniśmy zastanowić się nie tylko nad spełnieniem kryteriów pracy tej maszyny, ale również powinniśmy przemyśleć rozwiązania zwiększające ergonomię użytkowania bądź transportu maszyny. Model mojej frezarki został podzielony na dwa podzespoły – ramę i bramę. Dzięki temu jest możliwość rozmontowania frezarki na dwa duże elementy co umożliwia łatwiejsze przenoszenie i transport maszyny. Dzięki przemyślanej konstrukcji wystarczy odkręcenie 10 śrub, aby frezarka została rozłączona na dwa niezależne elementy, co nie trwa więcej niż 10 minut. Poniższa grafika prezentuje śruby, które powinniśmy odkręcić, aby było możliwe zdjęcie bramy. Taka sama liczba śrub znajduje się po drugiej stronie maszyny. Natomiast grafika niżej reprezentuje już bramę odseparowaną od dolnej ramy. W przypadku takiego projektu bardzo ważne jest również powstrzymywania naszej wyobraźni przed zaprojektowaniem zbyt "fikuśnych" części, co może skutkować bardzo dużym kosztem wykonania. Zdarzają się przypadki kiedy ktoś poświęci bardzo dużo czasu na projekt, którego koszt wykonania przekracza wszelkie wyobrażenia i projekt należy powtórzyć. W tym przypadku detale były projektowane z myślą o wykonaniu ich metodą cięcia wodą. Jest to najtańsza i najszybsza metoda obróbki ubytkowej. Metoda wykorzystuje strumień wody pod ogromnym ciśnieniem, który z dodatkiem ścierniwa jest w stanie ciąć wszelkie materiały, a precyzja wykonania jest wystarczająca na potrzeby niniejszej budowy. Ponadto została również wykorzystana metoda druku 3D do wykonania odsysu, który może być montowany na mocowaniu wrzeciona i blokowany przez samo wrzeciono. Do montażu i demontaż potrzebny jest tylko jeden klucz imbusowy potrzebny do poluzowania uchwytu wrzeciona. Odsys zapewnia podłączenie odkurzacza oraz odprowadzenie wiórów i pyłu powstającego podczas frezowania. Jest to jedyna część wykonana techniką druku 3D w niniejszym projekcie ze względu skomplikowany kształt odsysu. Budowa części mechanicznej Rama Funkcję nośną dla całej maszyny pełni dolna rama, do której przymocowane są między innymi śruba osi Y, brama oraz gumowe nóżki, na których spoczywa cała konstrukcja. Jako materiał do budowy ramy posłużył profil stalowy gięty na zimno w kształcie prostokąta o wymiarach 100x50 mm i najgrubszej ściance dostępnej w hurtowni stali – 5 mm. Najbardziej kluczowy był etap spawania, ponieważ łączenie elementów łukiem elektrycznym powoduje powstawanie bardzo wysokiej temperatury w miejscu łączenia, po czym spoiwo stygnąc powoduje kurczenie materiału. Aby jak najskuteczniej przeciwdziałać temu zjawisku profile zostały przykręcone do stołu na czas spawania, same spawy najpierw były nakładane punktowo, aby ograniczyć nagrzewanie, a w następnej kolejności było nakładane spoiwo wypełniające, przy czym każdy następny punkt spawania znajdował się po przeciwległej stronie profilu, aby przeciwdziałać ściąganiu materiału. Przez cały ten proces kontrolowane były wymiary ramy. Mimo wszelkich starań zawsze będą obecne niedokładności w procesie budowy. Wymiary ramy były zadowalające, jednak stalowe profile gięte na zimno nie mają idealnie płaskich ścian, zawsze są one delikatnie wypukłe. Aby zapewnić jak największą dokładność samej maszyny powinniśmy zapewnić wspólną płaszczyznę dla podpór wałków liniowych, po których porusza się oś Y. Rozwiązaniem problemu może być planowanie powierzchni profilów w miejscach gdzie będą przymocowane prowadnice. Planowanie powierzchni zostało zlecone firmie dysponującej frezarką CNC o wystarczającym polu roboczym. Poniższe zdjęcie prezentuje równą płaszczyznę, na której możemy już przymocować prowadnice. Następnym etapem był montaż prowadnic dla ruchomej bramy. Wybór padł na wałki liniowe o średnicy 20 mm z podporami na całej długości prowadnicy co gwarantuje stabilne podparcie dla konstrukcji w każdym położeniu bramy. Przy montowaniu prowadnic powinniśmy przykuć szczególną uwagę, aby zamontowane prowadnice były względem siebie równoległe, ponieważ jakiekolwiek przekrzywienie wpłynie negatywnie na lekkość jak i dokładność pracy już o nadmiernym zużywaniu łożysk nie wspominając. Dla zapewnienia równoległości obu wałków względem siebie możemy najpierw przymocować jedną z prowadnic, a dla zachowania równoległości drugiej prowadnicy możemy się wspomóc np. płaskownikiem, do którego będą przykręcone łożyska obu prowadnic, następnie powinniśmy ten płaskownik z łożyskami przesunąć w obie skrajne pozycje oraz przymocować drugą prowadnicę. W moim przypadku sprawdziło się to świetnie. Następnie do ramy przyspawano uchwyty, w które zostały wkręcone gumowe nóżki. W sklepach z częściami do maszyn przemysłowych rozwiązania nóg zazwyczaj bywają strasznie drogie dlatego warto się rozejrzeć za innymi rozwiązaniami. Rolę nóżek w tym przypadku spełniły gumowe odboje z zawieszenia samochodu terenowego. Bardzo dobrze tłumią wszelkie wibracje maszyny i nie przenoszą ich na stół na którym stoi maszyna. Brama Brama podobnie do ramy pełni funkcję nośną dla pozostałych dwóch osi – X oraz Z. Do budowy bramy został użyty taki sam profil stalowy jak w przypadku ramy. Zostały docięte 3 odcinki o wymaganych długościach, a w profilu docelowo będącym poziomo zostały obrobione płaszczyzny na tokarni aby zapewnić prostopadłość płaszczyzny cięcia z bokiem profilu. Dzięki temu zabiegowi możliwe było zaciśnięcie profili w pożądanej pozycji, a następnie przystąpienie do spawania. Nie dysponowałem w tamtej chwili tak dużym zaciskiem zatem do unieruchomienia bramy przy spawaniu ponownie została wykorzystana tokarnia jako docisk tak jak widać na poniższym zdjęciu 🙂 W tym przypadku sposób okazał się doskonały, ponieważ wymiary bramy wyszły idealne z zachowaniem kątów prostych. Następnie został przyspawany drugi profil poziomo, tym razem o przekroju kwadratu 50x50 mm i również o ściance grubości 5 mm. W następnej kolejności zostały przyspawane stopy bramy do mocowania łożysk. Zostały one wycięte technologią cięcia wodą ze stali o grubości 15 mm. Do owych stóp zostały przykręcone podwójne łożyska otwarte i aby uniknąć montowania dodatkowych wzmocnień zdecydowałem się na tak dużą grubość stóp. Końcówki profili bramy wymagały wycięcia otworów w narożnikach, aby był możliwy dostęp do śrub mocujących łożyska liniowe. Rozwiązanie niezbyt eleganckie i ogranicza trochę dostęp do śrub mocujących, ale nie wpływa to na sztywność konstrukcji. Profil nie mógł być przyspawany na środku stopy, ponieważ musimy pamiętać, że wrzeciono frezarki będzie trochę odsunięte od bramy, dlatego brama musiała być możliwie cofnięta na stopie, aby wrzeciono i pozostała konstrukcja bramy znajdowała się w miarę możliwości w obrysie stóp. Wsunięcie bramy na prowadnice ramy udowodniło powodzenie w dotychczasowych staraniach. Brama mogła się poruszać bez oporów w całym zakresie ruchu, a nawet wymagała zabezpieczenia, aby uniemożliwić samoistne zsunięcie się z prowadnic. Podobnie jak w osi Y, płaszczyzny pod podpory prowadnic osi X również wymagały planowania powierzchni. Następnie zostały przymocowane prowadnice osi X w analogiczny sposób jak miało to miejsce dla osi Y. Na gotowe prowadnice został wsunięty wózek osi X wykonany z aluminiowej płyty o grubości 10 mm, na którym realizowany jest również ruch w osi Z. Do płyty przymocowanych jest 8 pojedynczych łożysk otwartych oraz obudowy nakrętek kulowych dla osi Y oraz Z. Ruch w osi Z odbywa się po prowadnicach zamontowanych na ostatnim elemencie nośnym, również wykonanym z 10 mm płyty aluminiowej. Do tego elementu jest przykręcony uchwyt umożliwiający montaż wrzeciona. Powyższe aluminiowe płyty również zostały wycięte wodą. Poza kształtem wycięto również otwory montażowe, zatem pod odbiorze takiego elementu możemy założyć gwintownik maszynowy na wkrętarkę, błyskawicznie nagwintować otwory i zamontować gotowy element. Dlatego też na etapie projektowania warto przewidzieć sposób wykonania niektórych elementów. Uwzględnienie wszystkich otworów w projekcie i wycięcie ich wodą spokojnie zaoszczędziło mi kilka cennych godzin i nerwów. Napęd i czujniki Do napędu frezarki użyłem silników krokowych sprzężonych ze śrubami kulowymi. Wybrałem silniki krokowe ze względu na niski koszt zakupu, łatwość w sterowaniu oraz powszechność wykorzystania w podobnych zastosowaniach. Wykorzystałem model bipolarny NEMA23 o momencie trzymającym 1,89 Nm. Istotnym parametrem przy doborze silników był też prąd jednej fazy wynoszący 2,8 A, co mieści się w ograniczeniu prądowym zastosowanego sterownika. Do zamiany ruchu obrotowego na ruch liniowy wykorzystałem śruby kulowe o średnicy 16 mm i skoku 5 mm. Mimo znaczącej ceny zestawu jest to korzystny wybór w zastosowaniu do napędu maszyn CNC. Śruby kulowe charakteryzują się brakiem luzu oraz znikomymi oporami toczenia dzięki budowie nakrętki przypominającej łożysko. Wadą skomplikowanej budowy nakrętek jest ich wysoka cena oraz niższa odporność na zabrudzenia, które mogą się przyklejać do śrub napędowych. Śruby zostały połączone z silnikami za pośrednictwem sprzęgieł mieszkowych. Sprzęgła pełnią dwie funkcje – przeniesienie napędu z silnika na śrubę oraz wprowadzają delikatną elastyczność, która jest niezbędna ze względu na niemożliwe do całkowitego usunięcia nieosiowości osi silnika i śruby. Sztywne połączenie silnika ze śrubą mogłoby skutkować wibracjami w trakcie pracy lub nawet uszkodzeniem łożysk silnika. Łożyska podtrzymujące śruby kulowe w osi Y zostały przymocowane za pomocą elementów umożliwiających regulację wysokości łożysk. Mocowania łożysk pozostałych osi zostały przytwierdzone bezpośrednio do ramy lub płyty aluminiowej. Cienkie stalowe elementy mocujące zostały wycięte wodą, natomiast aluminiowe mocowanie silnika osi Z zostało wyfrezowane ze względu na grubość 10 mm, przy takiej grubości płaszczyzna cięcia w przypadku wody może nie być do końca prostopadła. Przez zbyt duży rozmiar silników niemożliwe było zamontowanie jednego z nich współosiowo ze śrubą osi X ponieważ nie zmieściłby się między profilem bramy a wózkiem osi X. Aby rozwiązać ten problem przesunięto silnik poza obrys maszyny, a napęd przeniesiono przez dwa sprzęgła mieszkowe oraz wał o średnicy 6mm. Zastosowane rozwiązanie nie nadwyręża elastycznych możliwości sprzęgieł oraz nie ogranicza pola roboczego w osi X. Na koniec zostały przymocowane ostatnie najmniejsze detale takie jak uchwyty czujników, mocowanie wrzeciona czy mocowania łańcuchowych prowadnic na przewody. Przy umiejscowieniu czujników wziąłem pod uwagę ukrycie ich z dala od pola roboczego oraz miejsca, w którym znajduje się operator, aby nie narażać czujników na uszkodzenia oraz ze względów estetycznych. Po zamontowaniu na swoich miejscach silników i czujników maszyna była gotowa na pierwsze testowe uruchomienie. Tymczasowo został podłączony sterownik, komputer oraz wstępnie skonfigurowany program sterujący, aby zweryfikować poprawność działania wszystkich mechanizmów. Po chwili testów zostało zamontowane wrzeciono i maszyna mogła wykonać pierwsze otwory w obudowie przeznaczonej do skrycia wewnątrz sterownika. Po pomyślnie przeprowadzonych testach wszystkich mechanizmów konstrukcja była niemal gotowa do użytku. Ostatnią czynnością pozostało pomalowanie wszystkich stalowych elementów konstrukcyjnych, aby zabezpieczyć je przed korozją. Zdecydowałem się na malowanie metodą proszkową, która zapewnia odporność na korozję i czynniki chemiczne we wszystkich zakamarkach konstrukcji. Przed malowaniem należało całą konstrukcję rozebrać a następnie ponownie złożyć. Na koniec został zamontowany stół maszyny, którego funkcję pełni płyta ze sklejki liściastej. Materiał ten jest dość tani w zakupie i wystarczająco sztywny dla tej konstrukcji. Stół składa się z dwóch części: dolnej płyty o grubości 37 mm, do której jest przymocowany zasadniczy stół o wymiarach pola roboczego i o grubości 36 mm. W stole wykonano niemal 2100 otworów, które już samodzielnie wywierciła maszyna wiertłem o średnicy 3 mm. Na wykonanie takiej ilości otworów wystarczyło zaledwie 45 minut ciągłej pracy. Otwory będą wykorzystywane do zamocowania obrabianego materiału w polu roboczym. Po zakończeniu wiercenia stół został poddany planowaniu, aby zapewnić równoległość płaszczyzny stołu do płaszczyzny pracy maszyny. Podsumowanie części mechanicznej Jak widać proces budowy przebiegł całkiem pomyślnie z zachowaniem funkcjonalności i estetyki. Chciałbym natomiast przyłożyć dużą uwagę do etapu projektowania. Pamiętajmy, że im więcej czasu spędzimy na etapie projektowania i rozwiązywania problemów tym mniej czasu, potu, nerwów i pieniędzy będzie nas kosztowała budowa naszego projektu. W moim przypadku upiekło się bez istotnych wpadek, ale niektóre rzeczy na pewno zaprojektowałbym inaczej przed przystąpieniem do budowy. Nie będę nikogo czarował, że taka budowa to nic takiego, ponieważ jak widać wymaga to pewnej wiedzy i doświadczenia z mechaniką oraz zaplecza narzędzi, którymi nie każdy dysponuje, a zlecenie takiej budowy może być dość kosztowne. W kolejnej części artykułu opiszę budowę części elektronicznej, podłączenia wszystkich elementów, prowadzenie kabli, zmontowanie sterownika, sposób sterowania przez komputer PC oraz na sam koniec pokażę jak wygląda użytkowanie takiej maszyny wraz z materiałami wideo. Link do drugiej części artykułu: Budowa frezarki CNC na stalowej ramie sterowanej z komputera PC - Sterowanie i uruchomienie [2/2]
Ten artykuł jest częścią serii "Budowa frezarki CNC na stalowej ramie sterowanej z komputera PC" #1 - Mechanika #2 - Sterowanie i uruchomienie Wstęp Link do drugiej części na końcu tego artykułu. W niniejszym artykule chciałbym opisać proces budowy frezarki CNC, którą zbudowałem kilka lat temu jeszcze podczas studiów. Zdecydowałem się na budowę takiej maszyny ze względu na częstą potrzebę wytworzenia jakichś części lub na precyzyjne wycinanie otworów w obudowach do czego nie mam cierpliwości, a te parę lat temu druk 3D dopiero się rozkręcał i jakość ówczesnych drukarek mnie nie satysfakcjonowała. Ponadto budowa frezarki była swojego rodzaju sprawdzeniem własnych umiejętności jak i wyobraźni. Między innymi umiejąc już wtedy projektować w Autodesk Inventor umyślnie ograniczyłem projektowanie do pojedynczych części, chcąc się sprawdzić na ile jestem w stanie poukładać sobie projekt w głowie nie wspomagając się niczym więcej. Po zakończeniu budowy oczywiście znalazłoby się coś do poprawy natomiast efekt końcowy i tak przerósł moje oczekiwania oraz cieszył się dużym uznaniem innych osób. Podczas budowy wykonywałem na bieżąco kosztorysy, zapisywałem linki do części oraz zapisałem sobie wszystkie potrzebne rzeczy dzięki czemu mogłem wykorzystać ten projekt do napisania pracy inżynierskiej. Na potrzeby pracy inżynierskiej wykonałem projekt 3D zbudowanej już frezarki. Niniejszy artykuł nie stanowi kompletnej instrukcji budowy frezarki od podstaw natomiast ma na celu przedstawić jak ten proces budowy wyglądał, dlatego w tym artykule mogę częściej korzystać z czasu przeszłego pierwszej osoby w liczbie pojedynczej. Ten artykuł bierze udział w naszym konkursie! 🔥 Na zwycięzców czekają karty podarunkowe Allegro, m.in.: 2000 zł, 1000 zł i 500 zł. Potrafisz napisać podobny poradnik? Opublikuj go na forum i zgłoś się do konkursu! Czekamy na ciekawe teksty związane z elektroniką i programowaniem. Sprawdź szczegóły » Początkowo artykuł ten miałem napisać w jednej części, natomiast wyszedł obszerniejszy niż sądziłem i wyszło mi tutaj więcej zdjęć, a boję się że zaraz może się wyczerpać limit miejsca na zdjęcia zatem artkuł został podzielony na 2 części - mechaniczną oraz elektroniczną z konfiguracją Mach3 oraz przygotowaniem frezowania na tej maszynie. Wstępne założenia Pierwszym i najważniejszym założeniem były gabaryty całej maszyny. Początkowo miała ona dysponować polem roboczym ok. 300x300x150 mm kolejno w osiach X, Y, Z. Jednak po wstępnym kosztorysie okazało się iż najkosztowniejsze podzespoły takie jak nakrętki śrub kulowych, czy łożyska liniowe wystąpią w takiej samej ilości również w maszynie o większych gabarytach, a materiał potrzebny do budowy ramy, bramy i innych elementów konstrukcyjnych jest na tyle tani, że można sobie pozwolić na budowę większej maszyny nie zwiększając znacząco budżetu. Zatem nowe założenie obejmowało wymiary zewnętrzne maszyny w przybliżeniu 1000x1000x1000 mm oraz możliwie jak największe pole robocze kształtem zbliżone do kwadratu. Wiele konstrukcji ma pole robocze o proporcjach boków zbliżonych do 2:1 co często ogranicza rozmiar możliwego do zamontowania na maszynie materiału. Planując budowę takiej maszyny zawsze powinniśmy zaczynać od takiego wstępnego kosztorysu ponieważ jak widać założenia mogą się szybko zmienić. Pozostałe założenia Możliwość obróbki materiałów takich jak drewno, materiały drewnopodobne, tworzywa sztuczne, kompozyty i metale kolorowe 3 stopnie swobody Możliwie maksymalnie duże pole robocze przy danych wymiarach zewnętrznych Solidna konstrukcja oparta o profile stalowe Możliwość prostej separacji bramy od podstawy maszyny w celu łatwiejszego transportu Sterowanie z komputera klasy PC Zachowanie estetyki konstrukcji Kartezjański układ współrzędnych Wybór sposobu poruszania się w osi Y Do wyboru mamy dwie opcje: Ruchomy stół i statyczna brama Statyczny stół i ruchoma brama W moim przypadku wybór padł rozwiązanie ze statycznym stołem i ruchomą bramą ze względu na mniejszą wymaganą przestrzeń gdzie stoi maszyna, ponieważ stół ruszając się wychodzi poza obrys ramy podobnie jak w drukarkach 3D z takim rozwiązaniem. Dużą zaletą tego rozwiązania jest również nie wpływanie masy materiału na bezwładność podczas pracy w osi Y, co ma miejsce przy pierwszym sposobie. Ostatnią zaletą statycznego stołu jest możliwość zamontowania materiału znacząco wychodzącego poza obrys maszyny w osi Y i podparcia go w razie potrzeby. Przed przystąpieniem do projektowania własnej konstrukcji CNC pamiętajmy aby się dobrze zastanowić nad różnymi rozwiązaniami oraz wybrać najbardziej odpowiadające dla naszych potrzeb. Projekt 3D w Autodesk Inventor Jak wspomniałem we wstępie podczas budowy frezarki nie wspierałem się zanadto projektowaniem w Inventorze, ale sama praca inżynierska tego projektu już wymagała, zatem projekt 3D został wykonany post factum. Do zaprojektowania maszyny posłużył program Autodesk Inventor, który umożliwia zaprojektowanie pojedynczych części, ich zespołów, eksport rysunków potrzebnych do wykonania części na maszynach CNC, a ponadto umożliwia sprawdzenie kolizji oraz przeprowadzenie symulacji wytrzymałościowych. Model zawiera zarówno elementy dostępne na rynku jak i elementy potrzebne do wykonania. Części dostępne na rynku były modelowane symbolicznie zachowując tylko wymiary kluczowe dla konstrukcji i były nazywane słownie. Natomiast części wymagające wykonania były numerowane według schematu AAA-BBB, gdzie „AAA” jest numerem zespołu do którego należy część, a „BBB” jest numerem części danego zespołu. Przy czym plik 000-000 jest plikiem głównym zespołu i w jego skład wchodzą dwa zespoły (rama i brama) oraz śruby i podkładki je łączące. W przypadku pracy z większymi projektami zawierającymi więcej niż kilkanaście elementów pamiętajmy aby ustandaryzować nazewnictwo/numerację kolejnych modeli, ponieważ na słowne nazywanie każdej części szybko skończy się nam wyobraźnia, a nazwy typu "ercvevrtwh" szybko się na nas zemszczą bałaganem w plikach. Projekt nie zawiera wszystkich elementów maszyny ze względu na dużą ilość czasu ile wymagają te elementy do zamodelowania. Brakuje między innymi przewodów łączących wrzeciono, silniki i czujniki ze sterownikiem jak i łańcuchów prowadzących, mimo to model pozwolił dobrze dobrać odpowiednie łańcuchy prowadzące i zaplanować miejsca prowadzenia przewodów. Pamiętajmy aby podczas projektowania przewidzieć sposób ułożenia wszystkich przewodów, ponieważ nasz projekt nawet najlepszej konstrukcji z pajęczyną wiszących kabli będzie zwyczajnie nieestetyczny. Może to i trywialne, natomiast bardzo dużo osób o tym zapomina. Projektując tak dużą maszynę powinniśmy zastanowić się nie tylko nad spełnieniem kryteriów pracy tej maszyny, ale również powinniśmy przemyśleć rozwiązania zwiększające ergonomię użytkowania bądź transportu maszyny. Model mojej frezarki został podzielony na dwa podzespoły – ramę i bramę. Dzięki temu jest możliwość rozmontowania frezarki na dwa duże elementy co umożliwia łatwiejsze przenoszenie i transport maszyny. Dzięki przemyślanej konstrukcji wystarczy odkręcenie 10 śrub, aby frezarka została rozłączona na dwa niezależne elementy, co nie trwa więcej niż 10 minut. Poniższa grafika prezentuje śruby, które powinniśmy odkręcić, aby było możliwe zdjęcie bramy. Taka sama liczba śrub znajduje się po drugiej stronie maszyny. Natomiast grafika niżej reprezentuje już bramę odseparowaną od dolnej ramy. W przypadku takiego projektu bardzo ważne jest również powstrzymywania naszej wyobraźni przed zaprojektowaniem zbyt "fikuśnych" części, co może skutkować bardzo dużym kosztem wykonania. Zdarzają się przypadki kiedy ktoś poświęci bardzo dużo czasu na projekt, którego koszt wykonania przekracza wszelkie wyobrażenia i projekt należy powtórzyć. W tym przypadku detale były projektowane z myślą o wykonaniu ich metodą cięcia wodą. Jest to najtańsza i najszybsza metoda obróbki ubytkowej. Metoda wykorzystuje strumień wody pod ogromnym ciśnieniem, który z dodatkiem ścierniwa jest w stanie ciąć wszelkie materiały, a precyzja wykonania jest wystarczająca na potrzeby niniejszej budowy. Ponadto została również wykorzystana metoda druku 3D do wykonania odsysu, który może być montowany na mocowaniu wrzeciona i blokowany przez samo wrzeciono. Do montażu i demontaż potrzebny jest tylko jeden klucz imbusowy potrzebny do poluzowania uchwytu wrzeciona. Odsys zapewnia podłączenie odkurzacza oraz odprowadzenie wiórów i pyłu powstającego podczas frezowania. Jest to jedyna część wykonana techniką druku 3D w niniejszym projekcie ze względu skomplikowany kształt odsysu. Budowa części mechanicznej Rama Funkcję nośną dla całej maszyny pełni dolna rama, do której przymocowane są między innymi śruba osi Y, brama oraz gumowe nóżki, na których spoczywa cała konstrukcja. Jako materiał do budowy ramy posłużył profil stalowy gięty na zimno w kształcie prostokąta o wymiarach 100x50 mm i najgrubszej ściance dostępnej w hurtowni stali – 5 mm. Najbardziej kluczowy był etap spawania, ponieważ łączenie elementów łukiem elektrycznym powoduje powstawanie bardzo wysokiej temperatury w miejscu łączenia, po czym spoiwo stygnąc powoduje kurczenie materiału. Aby jak najskuteczniej przeciwdziałać temu zjawisku profile zostały przykręcone do stołu na czas spawania, same spawy najpierw były nakładane punktowo, aby ograniczyć nagrzewanie, a w następnej kolejności było nakładane spoiwo wypełniające, przy czym każdy następny punkt spawania znajdował się po przeciwległej stronie profilu, aby przeciwdziałać ściąganiu materiału. Przez cały ten proces kontrolowane były wymiary ramy. Mimo wszelkich starań zawsze będą obecne niedokładności w procesie budowy. Wymiary ramy były zadowalające, jednak stalowe profile gięte na zimno nie mają idealnie płaskich ścian, zawsze są one delikatnie wypukłe. Aby zapewnić jak największą dokładność samej maszyny powinniśmy zapewnić wspólną płaszczyznę dla podpór wałków liniowych, po których porusza się oś Y. Rozwiązaniem problemu może być planowanie powierzchni profilów w miejscach gdzie będą przymocowane prowadnice. Planowanie powierzchni zostało zlecone firmie dysponującej frezarką CNC o wystarczającym polu roboczym. Poniższe zdjęcie prezentuje równą płaszczyznę, na której możemy już przymocować prowadnice. Następnym etapem był montaż prowadnic dla ruchomej bramy. Wybór padł na wałki liniowe o średnicy 20 mm z podporami na całej długości prowadnicy co gwarantuje stabilne podparcie dla konstrukcji w każdym położeniu bramy. Przy montowaniu prowadnic powinniśmy przykuć szczególną uwagę, aby zamontowane prowadnice były względem siebie równoległe, ponieważ jakiekolwiek przekrzywienie wpłynie negatywnie na lekkość jak i dokładność pracy już o nadmiernym zużywaniu łożysk nie wspominając. Dla zapewnienia równoległości obu wałków względem siebie możemy najpierw przymocować jedną z prowadnic, a dla zachowania równoległości drugiej prowadnicy możemy się wspomóc np. płaskownikiem, do którego będą przykręcone łożyska obu prowadnic, następnie powinniśmy ten płaskownik z łożyskami przesunąć w obie skrajne pozycje oraz przymocować drugą prowadnicę. W moim przypadku sprawdziło się to świetnie. Następnie do ramy przyspawano uchwyty, w które zostały wkręcone gumowe nóżki. W sklepach z częściami do maszyn przemysłowych rozwiązania nóg zazwyczaj bywają strasznie drogie dlatego warto się rozejrzeć za innymi rozwiązaniami. Rolę nóżek w tym przypadku spełniły gumowe odboje z zawieszenia samochodu terenowego. Bardzo dobrze tłumią wszelkie wibracje maszyny i nie przenoszą ich na stół na którym stoi maszyna. Brama Brama podobnie do ramy pełni funkcję nośną dla pozostałych dwóch osi – X oraz Z. Do budowy bramy został użyty taki sam profil stalowy jak w przypadku ramy. Zostały docięte 3 odcinki o wymaganych długościach, a w profilu docelowo będącym poziomo zostały obrobione płaszczyzny na tokarni aby zapewnić prostopadłość płaszczyzny cięcia z bokiem profilu. Dzięki temu zabiegowi możliwe było zaciśnięcie profili w pożądanej pozycji, a następnie przystąpienie do spawania. Nie dysponowałem w tamtej chwili tak dużym zaciskiem zatem do unieruchomienia bramy przy spawaniu ponownie została wykorzystana tokarnia jako docisk tak jak widać na poniższym zdjęciu 🙂 W tym przypadku sposób okazał się doskonały, ponieważ wymiary bramy wyszły idealne z zachowaniem kątów prostych. Następnie został przyspawany drugi profil poziomo, tym razem o przekroju kwadratu 50x50 mm i również o ściance grubości 5 mm. W następnej kolejności zostały przyspawane stopy bramy do mocowania łożysk. Zostały one wycięte technologią cięcia wodą ze stali o grubości 15 mm. Do owych stóp zostały przykręcone podwójne łożyska otwarte i aby uniknąć montowania dodatkowych wzmocnień zdecydowałem się na tak dużą grubość stóp. Końcówki profili bramy wymagały wycięcia otworów w narożnikach, aby był możliwy dostęp do śrub mocujących łożyska liniowe. Rozwiązanie niezbyt eleganckie i ogranicza trochę dostęp do śrub mocujących, ale nie wpływa to na sztywność konstrukcji. Profil nie mógł być przyspawany na środku stopy, ponieważ musimy pamiętać, że wrzeciono frezarki będzie trochę odsunięte od bramy, dlatego brama musiała być możliwie cofnięta na stopie, aby wrzeciono i pozostała konstrukcja bramy znajdowała się w miarę możliwości w obrysie stóp. Wsunięcie bramy na prowadnice ramy udowodniło powodzenie w dotychczasowych staraniach. Brama mogła się poruszać bez oporów w całym zakresie ruchu, a nawet wymagała zabezpieczenia, aby uniemożliwić samoistne zsunięcie się z prowadnic. Podobnie jak w osi Y, płaszczyzny pod podpory prowadnic osi X również wymagały planowania powierzchni. Następnie zostały przymocowane prowadnice osi X w analogiczny sposób jak miało to miejsce dla osi Y. Na gotowe prowadnice został wsunięty wózek osi X wykonany z aluminiowej płyty o grubości 10 mm, na którym realizowany jest również ruch w osi Z. Do płyty przymocowanych jest 8 pojedynczych łożysk otwartych oraz obudowy nakrętek kulowych dla osi Y oraz Z. Ruch w osi Z odbywa się po prowadnicach zamontowanych na ostatnim elemencie nośnym, również wykonanym z 10 mm płyty aluminiowej. Do tego elementu jest przykręcony uchwyt umożliwiający montaż wrzeciona. Powyższe aluminiowe płyty również zostały wycięte wodą. Poza kształtem wycięto również otwory montażowe, zatem pod odbiorze takiego elementu możemy założyć gwintownik maszynowy na wkrętarkę, błyskawicznie nagwintować otwory i zamontować gotowy element. Dlatego też na etapie projektowania warto przewidzieć sposób wykonania niektórych elementów. Uwzględnienie wszystkich otworów w projekcie i wycięcie ich wodą spokojnie zaoszczędziło mi kilka cennych godzin i nerwów. Napęd i czujniki Do napędu frezarki użyłem silników krokowych sprzężonych ze śrubami kulowymi. Wybrałem silniki krokowe ze względu na niski koszt zakupu, łatwość w sterowaniu oraz powszechność wykorzystania w podobnych zastosowaniach. Wykorzystałem model bipolarny NEMA23 o momencie trzymającym 1,89 Nm. Istotnym parametrem przy doborze silników był też prąd jednej fazy wynoszący 2,8 A, co mieści się w ograniczeniu prądowym zastosowanego sterownika. Do zamiany ruchu obrotowego na ruch liniowy wykorzystałem śruby kulowe o średnicy 16 mm i skoku 5 mm. Mimo znaczącej ceny zestawu jest to korzystny wybór w zastosowaniu do napędu maszyn CNC. Śruby kulowe charakteryzują się brakiem luzu oraz znikomymi oporami toczenia dzięki budowie nakrętki przypominającej łożysko. Wadą skomplikowanej budowy nakrętek jest ich wysoka cena oraz niższa odporność na zabrudzenia, które mogą się przyklejać do śrub napędowych. Śruby zostały połączone z silnikami za pośrednictwem sprzęgieł mieszkowych. Sprzęgła pełnią dwie funkcje – przeniesienie napędu z silnika na śrubę oraz wprowadzają delikatną elastyczność, która jest niezbędna ze względu na niemożliwe do całkowitego usunięcia nieosiowości osi silnika i śruby. Sztywne połączenie silnika ze śrubą mogłoby skutkować wibracjami w trakcie pracy lub nawet uszkodzeniem łożysk silnika. Łożyska podtrzymujące śruby kulowe w osi Y zostały przymocowane za pomocą elementów umożliwiających regulację wysokości łożysk. Mocowania łożysk pozostałych osi zostały przytwierdzone bezpośrednio do ramy lub płyty aluminiowej. Cienkie stalowe elementy mocujące zostały wycięte wodą, natomiast aluminiowe mocowanie silnika osi Z zostało wyfrezowane ze względu na grubość 10 mm, przy takiej grubości płaszczyzna cięcia w przypadku wody może nie być do końca prostopadła. Przez zbyt duży rozmiar silników niemożliwe było zamontowanie jednego z nich współosiowo ze śrubą osi X ponieważ nie zmieściłby się między profilem bramy a wózkiem osi X. Aby rozwiązać ten problem przesunięto silnik poza obrys maszyny, a napęd przeniesiono przez dwa sprzęgła mieszkowe oraz wał o średnicy 6mm. Zastosowane rozwiązanie nie nadwyręża elastycznych możliwości sprzęgieł oraz nie ogranicza pola roboczego w osi X. Na koniec zostały przymocowane ostatnie najmniejsze detale takie jak uchwyty czujników, mocowanie wrzeciona czy mocowania łańcuchowych prowadnic na przewody. Przy umiejscowieniu czujników wziąłem pod uwagę ukrycie ich z dala od pola roboczego oraz miejsca, w którym znajduje się operator, aby nie narażać czujników na uszkodzenia oraz ze względów estetycznych. Po zamontowaniu na swoich miejscach silników i czujników maszyna była gotowa na pierwsze testowe uruchomienie. Tymczasowo został podłączony sterownik, komputer oraz wstępnie skonfigurowany program sterujący, aby zweryfikować poprawność działania wszystkich mechanizmów. Po chwili testów zostało zamontowane wrzeciono i maszyna mogła wykonać pierwsze otwory w obudowie przeznaczonej do skrycia wewnątrz sterownika. Po pomyślnie przeprowadzonych testach wszystkich mechanizmów konstrukcja była niemal gotowa do użytku. Ostatnią czynnością pozostało pomalowanie wszystkich stalowych elementów konstrukcyjnych, aby zabezpieczyć je przed korozją. Zdecydowałem się na malowanie metodą proszkową, która zapewnia odporność na korozję i czynniki chemiczne we wszystkich zakamarkach konstrukcji. Przed malowaniem należało całą konstrukcję rozebrać a następnie ponownie złożyć. Na koniec został zamontowany stół maszyny, którego funkcję pełni płyta ze sklejki liściastej. Materiał ten jest dość tani w zakupie i wystarczająco sztywny dla tej konstrukcji. Stół składa się z dwóch części: dolnej płyty o grubości 37 mm, do której jest przymocowany zasadniczy stół o wymiarach pola roboczego i o grubości 36 mm. W stole wykonano niemal 2100 otworów, które już samodzielnie wywierciła maszyna wiertłem o średnicy 3 mm. Na wykonanie takiej ilości otworów wystarczyło zaledwie 45 minut ciągłej pracy. Otwory będą wykorzystywane do zamocowania obrabianego materiału w polu roboczym. Po zakończeniu wiercenia stół został poddany planowaniu, aby zapewnić równoległość płaszczyzny stołu do płaszczyzny pracy maszyny. Podsumowanie części mechanicznej Jak widać proces budowy przebiegł całkiem pomyślnie z zachowaniem funkcjonalności i estetyki. Chciałbym natomiast przyłożyć dużą uwagę do etapu projektowania. Pamiętajmy, że im więcej czasu spędzimy na etapie projektowania i rozwiązywania problemów tym mniej czasu, potu, nerwów i pieniędzy będzie nas kosztowała budowa naszego projektu. W moim przypadku upiekło się bez istotnych wpadek, ale niektóre rzeczy na pewno zaprojektowałbym inaczej przed przystąpieniem do budowy. Nie będę nikogo czarował, że taka budowa to nic takiego, ponieważ jak widać wymaga to pewnej wiedzy i doświadczenia z mechaniką oraz zaplecza narzędzi, którymi nie każdy dysponuje, a zlecenie takiej budowy może być dość kosztowne. W kolejnej części artykułu opiszę budowę części elektronicznej, podłączenia wszystkich elementów, prowadzenie kabli, zmontowanie sterownika, sposób sterowania przez komputer PC oraz na sam koniec pokażę jak wygląda użytkowanie takiej maszyny wraz z materiałami wideo. Link do drugiej części artykułu: Budowa frezarki CNC na stalowej ramie sterowanej z komputera PC - Sterowanie i uruchomienie [2/2]
















-
Witam, Mam do zrobienia robota mobilnego (pojazd zdalnie sterowany). Muszę do niego policzyć wymaganą siłę pociągową (może chodzić o siłę ciągu) oraz moment dynamiczny (moment wymagany do rozpędzenia pojazdu). Na podstawie tych wartości muszę dobrać napędy. Pojazd będzie posiadał 4 silniki i będzie sterowany przy pomocy Raspberry Pi. Niestety szukanie wzorów, czy sposobów na wyliczenie tego idzie mi dość topornie, także liczę na pomoc. Dane: · Szacowana masa pojazdu: M ≤ 0,5 kg · Zakładana rampa: α = 25° · Zakładana prędkość: v = 2,0 m/s · Zakładane przyspieszenie: a = 2,5 m/s2 Do obliczenia: · Wymagana siła pociągowa (siła ciągu) · Moment dynamiczny Z góry dziękuję za jakąkolwiek pomoc
-
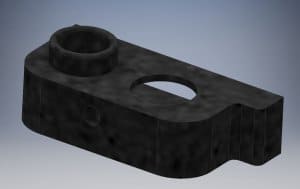
 Drodzy Technicy! Typowe ramię robota tylko pozornie naśladuje nasze ludzkie. Mobilność naszych kończyn jest daleko większa gdyż mamy bardziej ruchliwe stawy. A co by było gdyby i robot miał możliwość realizowania wielu stopni swobody w ramach tylko jednego przegubu?... ... To pytanie zadałem sobie po raz pierwszy dawno, dawno temu, u schyłku poprzedniego tysiąclecia, kiedy to komórki były w cebuli i na ziemniaki. W owych straszliwych, bezfejsowych czasach, pacholęciem będąc, usłyszałem o bajecznej chirurgii laparoskopowej. Dziurka od klucza te sprawy... Zafascynował mnie ten temat w stopniu większym niźli przysługiwał memu smarkaczowatemu stanowi. Pooglądałem sobie narzędzia jakie są używane i byłem niezmiernie zbulwersowany, że wśród nich brak jest takich, które by działały wystarczająco dobrze... Było dla mnie oczywistym, że przegub, który występuje w tego typu instrumentach, winien pracować podobnie jak nadgarstek, gałka oczna czy staw ramienny lub biodrowy. W takim brzuchu czy innym sercu jest klaustrofobicznie ciasno, więc należy mieć możliwość działania swobodnie w każdym kierunku bez przeszkód. Istniejące konstrukcje dają wolność w wymiarze albo w lewo albo w prawo i dopiero przy następnym przegubie mamy ponownie jedynie słuszną dowolność albo w lewo albo w prawo… No ale tam, w tych trzewiach, przecie nie ma miejsca na taką gburowatość w ruchach! O jakże potężną moc ma dziecięcy gniew!... Zanurkowałem w bezkresnym bałaganie mojego pokoju i cudem odnalazłem w miarę całą i nadal względnie kulistą piłeczkę pingpongową i zacząłem kombinować… O dziwo udało mi się znaleźć rozwiązanie. Działało! Ale niestety nie działało dość dobrze… Konstrukcja żerowała na wytrzymałości bardzo finezyjnych, delikatnych i trudnych w wykonaniu elementach. Wiedziałem już wtedy, że jeżeli coś ma być do medycyny to ma być solidne, niezawodne i nade wszystko tanie!… Początkowy gniew, po którym nastał złudny sukces, ostatecznie przeobraził się z wieloletnią, dojmującą rozpacz bezowocnych poszukiwań… Aż tu nagle, razu pewnego, jadłem na kolację jajecznicę. Lubuję się w takiej technologii spożycia rzeczonej jajecznicy, gdy niezmiennie pozostaje ona na patelni a ta z kolei spoczywa uroczyście na gazecie aby zadość uczynić stołowemu, kuchennemu bhp… Pozwalam sobie o tym wspomnieć tylko dlatego, że wystąpił w tamtym momencie ów decydujący czynnik katalizujący me pragnienia – gazeta! A dokładniej skrawek jej, marginesem zwany, wciąż niedoceniany, który aż się prosi aby przelać nań jakąś ważną myśl. Z takiego zaproszenia skwapliwie skorzystałem bo właśnie wtedy napadła mnie bardzo ważna myśl, jakże utęskniona… Otóż rozwiązanie patowego problemu, który dręczył mnie całe dziecieństwo, że o okresie gołowąsowości nie wspomnę, okazało się bezczelnie proste – stos rurek, rozmieszczonych współosiowo kubek w kubek, uzębionych na końcu, przenosi ruch w oś stawu, na którym nanizana jest adekwatna ilość kół zębatych, a te z kolei, przenoszą napęd dalej... Każda rurka, wraz z przypisanym sobie kołem odpowiada za inną funkcję, której sobie życzymy… Wszelkie ruchliwości mogą być realizowane osobno lub jednocześnie - jednakowoż sterowanie ich jest niezależne, z możliwościami (zaletami i wadami) i precyzją układów zębatych… czyli klasyka mechaniki w nieco odświeżonej, cudacznej formie... Po etapie gazetowym nastąpiła już czysta formalność – zasiadłem do warsztatu, pozbierałem kilka rurek, kilka zębatek wypreparowałem z maszyn, które liczyły czasy słusznie minione… Nad ranem dysponowałem ruchliwą ilustracją mojego pomysłu. Oddam pod łaskawy osąd drogich Forumowiczów, czy to drugie podejście, które nastąpiło po wielu latach rozkmin podprogowych, może osuszyć wcześniejsze łzy… Proszę o słowa możliwie merytoryczne i krytyczne. Oczywistym jest, że rozwiązanie to namieszać może w robotyce jako takiej. Pierwotnie skupiłem się na medycynie bo tam jest najtrudniej i tam też najprędzej nowe rozwiązania powinny trafiać. Nota bene stąd wynikają rozmiary prototypu, który naprędce zmajstrowałem.. Docelowo produkcja tych urządzeń miała być realizowana za pomocą lasera femtosekundowego (popularne dziś stenty, przedmioty o podobnych rozmiarach i klasie dokładności są tak wykonywane). Ja wtedy miałem tylko rękę uzbrojoną w pilnik – stąd żałosna dokładność... Wyzwań, którym trzeba by sprostać jest wiele – opracowanie odpowiedniego modułu zęba (audi ma na koncie niezłą propozycję, co najważniejsze przećwiczoną), wybór materiału (metal, ceramika?), w końcu wybór systemu łożyskowania… Owszem, sporo zabawy! Jednakże śmiem twierdzić, że rozwiązanie jakie pozwoliłem sobie zaproponować pod wieloma względami jest nader atrakcyjne – daje nieznane dotychczas, nowe możliwości. Ochoczo przyjmę wszelkie uargumentowane za i przeciw. Szczególnie będę wdzięczny za wskazanie gdzie takie rozwiązanie w przemyśle już występuje. Przyznam się, że na tamten czas, przeprowadziłem gruntowne poszukiwania przynajmniej śladów podobnych koncepcji, gdyż byłem przekonany, że tak prosty mechanizm musi już gdzieś występować. Dopiero później odnalazłem lakoniczny schemat rysunkowy zamieszczony bodaj na stronie pewnej japońskiej uczelni. Niestety, nie było żadnych zdjęć czy filmu dokumentujących prace badawcze nad tego typu konstrukcją. Życzę owocnych rozmyślań i z góry dziękuję za rozpoczęcie dyskusji! Szczegóły zębatki:
Drodzy Technicy! Typowe ramię robota tylko pozornie naśladuje nasze ludzkie. Mobilność naszych kończyn jest daleko większa gdyż mamy bardziej ruchliwe stawy. A co by było gdyby i robot miał możliwość realizowania wielu stopni swobody w ramach tylko jednego przegubu?... ... To pytanie zadałem sobie po raz pierwszy dawno, dawno temu, u schyłku poprzedniego tysiąclecia, kiedy to komórki były w cebuli i na ziemniaki. W owych straszliwych, bezfejsowych czasach, pacholęciem będąc, usłyszałem o bajecznej chirurgii laparoskopowej. Dziurka od klucza te sprawy... Zafascynował mnie ten temat w stopniu większym niźli przysługiwał memu smarkaczowatemu stanowi. Pooglądałem sobie narzędzia jakie są używane i byłem niezmiernie zbulwersowany, że wśród nich brak jest takich, które by działały wystarczająco dobrze... Było dla mnie oczywistym, że przegub, który występuje w tego typu instrumentach, winien pracować podobnie jak nadgarstek, gałka oczna czy staw ramienny lub biodrowy. W takim brzuchu czy innym sercu jest klaustrofobicznie ciasno, więc należy mieć możliwość działania swobodnie w każdym kierunku bez przeszkód. Istniejące konstrukcje dają wolność w wymiarze albo w lewo albo w prawo i dopiero przy następnym przegubie mamy ponownie jedynie słuszną dowolność albo w lewo albo w prawo… No ale tam, w tych trzewiach, przecie nie ma miejsca na taką gburowatość w ruchach! O jakże potężną moc ma dziecięcy gniew!... Zanurkowałem w bezkresnym bałaganie mojego pokoju i cudem odnalazłem w miarę całą i nadal względnie kulistą piłeczkę pingpongową i zacząłem kombinować… O dziwo udało mi się znaleźć rozwiązanie. Działało! Ale niestety nie działało dość dobrze… Konstrukcja żerowała na wytrzymałości bardzo finezyjnych, delikatnych i trudnych w wykonaniu elementach. Wiedziałem już wtedy, że jeżeli coś ma być do medycyny to ma być solidne, niezawodne i nade wszystko tanie!… Początkowy gniew, po którym nastał złudny sukces, ostatecznie przeobraził się z wieloletnią, dojmującą rozpacz bezowocnych poszukiwań… Aż tu nagle, razu pewnego, jadłem na kolację jajecznicę. Lubuję się w takiej technologii spożycia rzeczonej jajecznicy, gdy niezmiennie pozostaje ona na patelni a ta z kolei spoczywa uroczyście na gazecie aby zadość uczynić stołowemu, kuchennemu bhp… Pozwalam sobie o tym wspomnieć tylko dlatego, że wystąpił w tamtym momencie ów decydujący czynnik katalizujący me pragnienia – gazeta! A dokładniej skrawek jej, marginesem zwany, wciąż niedoceniany, który aż się prosi aby przelać nań jakąś ważną myśl. Z takiego zaproszenia skwapliwie skorzystałem bo właśnie wtedy napadła mnie bardzo ważna myśl, jakże utęskniona… Otóż rozwiązanie patowego problemu, który dręczył mnie całe dziecieństwo, że o okresie gołowąsowości nie wspomnę, okazało się bezczelnie proste – stos rurek, rozmieszczonych współosiowo kubek w kubek, uzębionych na końcu, przenosi ruch w oś stawu, na którym nanizana jest adekwatna ilość kół zębatych, a te z kolei, przenoszą napęd dalej... Każda rurka, wraz z przypisanym sobie kołem odpowiada za inną funkcję, której sobie życzymy… Wszelkie ruchliwości mogą być realizowane osobno lub jednocześnie - jednakowoż sterowanie ich jest niezależne, z możliwościami (zaletami i wadami) i precyzją układów zębatych… czyli klasyka mechaniki w nieco odświeżonej, cudacznej formie... Po etapie gazetowym nastąpiła już czysta formalność – zasiadłem do warsztatu, pozbierałem kilka rurek, kilka zębatek wypreparowałem z maszyn, które liczyły czasy słusznie minione… Nad ranem dysponowałem ruchliwą ilustracją mojego pomysłu. Oddam pod łaskawy osąd drogich Forumowiczów, czy to drugie podejście, które nastąpiło po wielu latach rozkmin podprogowych, może osuszyć wcześniejsze łzy… Proszę o słowa możliwie merytoryczne i krytyczne. Oczywistym jest, że rozwiązanie to namieszać może w robotyce jako takiej. Pierwotnie skupiłem się na medycynie bo tam jest najtrudniej i tam też najprędzej nowe rozwiązania powinny trafiać. Nota bene stąd wynikają rozmiary prototypu, który naprędce zmajstrowałem.. Docelowo produkcja tych urządzeń miała być realizowana za pomocą lasera femtosekundowego (popularne dziś stenty, przedmioty o podobnych rozmiarach i klasie dokładności są tak wykonywane). Ja wtedy miałem tylko rękę uzbrojoną w pilnik – stąd żałosna dokładność... Wyzwań, którym trzeba by sprostać jest wiele – opracowanie odpowiedniego modułu zęba (audi ma na koncie niezłą propozycję, co najważniejsze przećwiczoną), wybór materiału (metal, ceramika?), w końcu wybór systemu łożyskowania… Owszem, sporo zabawy! Jednakże śmiem twierdzić, że rozwiązanie jakie pozwoliłem sobie zaproponować pod wieloma względami jest nader atrakcyjne – daje nieznane dotychczas, nowe możliwości. Ochoczo przyjmę wszelkie uargumentowane za i przeciw. Szczególnie będę wdzięczny za wskazanie gdzie takie rozwiązanie w przemyśle już występuje. Przyznam się, że na tamten czas, przeprowadziłem gruntowne poszukiwania przynajmniej śladów podobnych koncepcji, gdyż byłem przekonany, że tak prosty mechanizm musi już gdzieś występować. Dopiero później odnalazłem lakoniczny schemat rysunkowy zamieszczony bodaj na stronie pewnej japońskiej uczelni. Niestety, nie było żadnych zdjęć czy filmu dokumentujących prace badawcze nad tego typu konstrukcją. Życzę owocnych rozmyślań i z góry dziękuję za rozpoczęcie dyskusji! Szczegóły zębatki: